聚芳酯U-POLYMER
产品概述
U聚合物是UNITIKA领先世界实现工业化的超级工程塑料。通过灵活应用其卓越的特性,这种U聚合物已被广泛用于精密仪器、汽车、机械、医疗、食品、日用品等各种用途中。
尤尼吉可UNITIKA还充分应用倾注了UNITIKA公司全部技术而开发的多芳基化合物树脂即"U聚合物"的特性和UNITIKA的合成技术,开发满足不同用户需求的品牌。
主要系列1 - U-100(纯聚合物)
U-100是指纯粹的多芳化合物(纯聚合物)。
特点
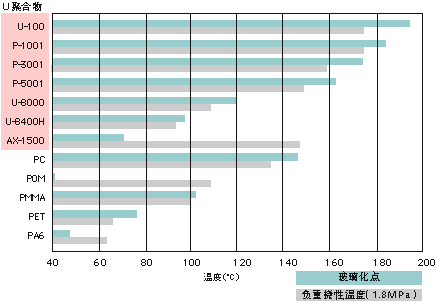
- 透明耐热、负重挠性温度(大负重1.8MPa)175℃
- 弹性
- 耐气候性
- 尺寸稳定性
技术数据 - U-100的性质
(1)耐热性
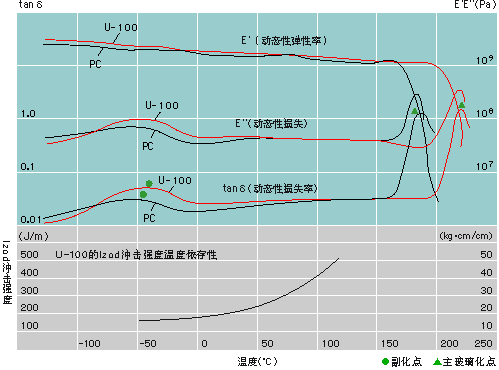
具有非强化、较高的负重挠性温度(1.8MPa=18.6kg/cm²、175℃)。U-100具有200℃以上的主玻璃化点和-50℃附近的副化点等2个转化点。
200℃附近的玻璃化点基于主链的热运动形成,表示U-100的较高的耐热性。也就是说,在低于这一温度的范围内可以保持形状。
另外,-50℃附近的副化点是基于分子的局部运动形成,表示低温下的能源吸收。因此,U-100在包括低温域的较大范围的温度领域内具有非常稳定的强韧性。
U-100的动态性粘弹性和Izod冲击强度的温度依存性
各种塑料的耐热性
(2)透明性、光学特性
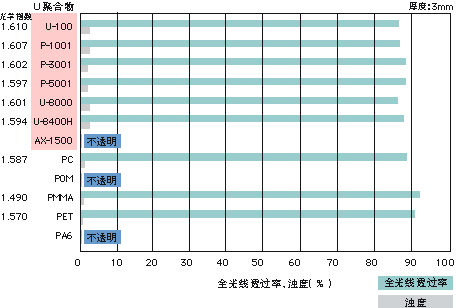
U聚合物的透明性与PC、PMMA相比毫不逊色,具有近90%的光线透过率。另外,U聚合物的光学指数也非常高,达到1.610(波长589nm、23℃)。
各种塑料的透明性
(3)机械性质
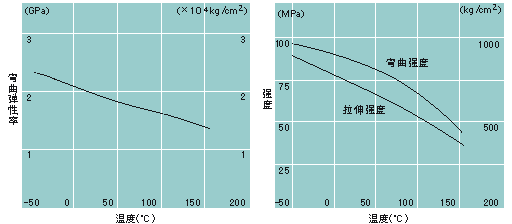
U-100在较广的温度范围内具有高弹性率和强度,因此可以在低温至高温的范围内放心使用。
由于具有较高的负重挠性温度,因此高温下的耐蠕变性出色。另外,注塑时的尺寸精度非常高。
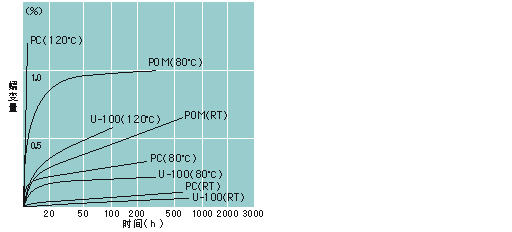
(4)弹起恢复性
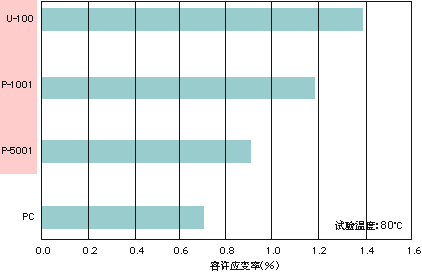
U聚合物具有非常出色的弹起恢复性。容许应变率非常高,可作为弹簧使用的范围很广。
另外,蠕变特性卓越,可以长时间保持作为弹簧的性能。
(容许应变为最大歪斜程度,关于实际使用时的歪斜程度,请在考虑安全率后加以决定。)
U聚合物的容许应变率
(5)紫外线阻止性
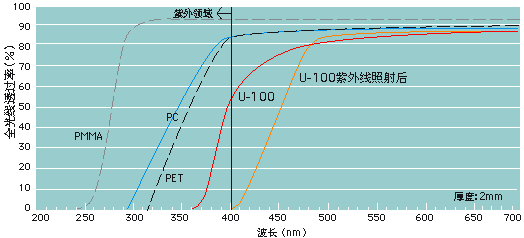
U聚合物具有紫外线阻止性。在刚注塑的状态下,可以阻止波长350nm以下的光。
相反,对400nm以上的光具有近90%的透过率。
而且,通过紫外线照射可以提高紫外线阻止性能,其结果能够阻止波长400nm以下的光,也就是说能够阻止几乎所有的紫外线。
各种透明材料的紫外线阻止性
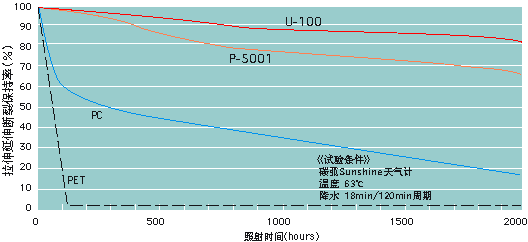
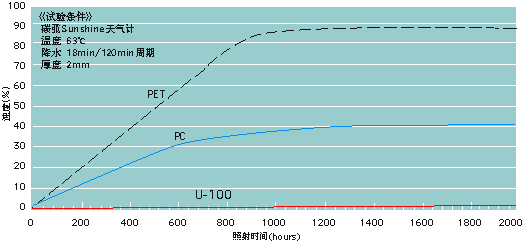
(6)耐气候性
U聚合物具有非常出色的耐气候性,无需添加耐气候性的添加剂。
其原因是,通过紫外线照射提高了紫外线阻止性。
各种透明材料的耐气候性(拉伸延伸断裂的变化)
各种透明材料的耐气候性(浊度的变化)
主要系列2 - T系列
T系列是一种独特的透明材料,同时拥有最高265℃的玻璃化转变温度(Tg)。T-200可能根据条件对无铅回流焊处理,并且回流焊前后也保持透明度。适用于注塑成型,可应用于各种光学设备用途。
建议用途
- 传感器镜头
- LED光源
- 红外光
- 光纤连接器
- 开关盖
- 照光开关 / 照亮开关
- 扩散板 / 扩散器
特点
- 高耐热:最高265℃(玻璃化转变温度)
- 透明性:接近90%的全光线透过率
- 比重:非晶型的超级工程塑料中最低比重,1.1~1.2g/cm³
- 机械性质:有降伏点,韧性好
- 加强技术支持体制:CAE树脂流动分析,带定量给料器真空脱气装置的利用
注塑条件・注塑上的注意事项
U聚合物的射出注塑条件和干燥条件、注塑上的注意事项
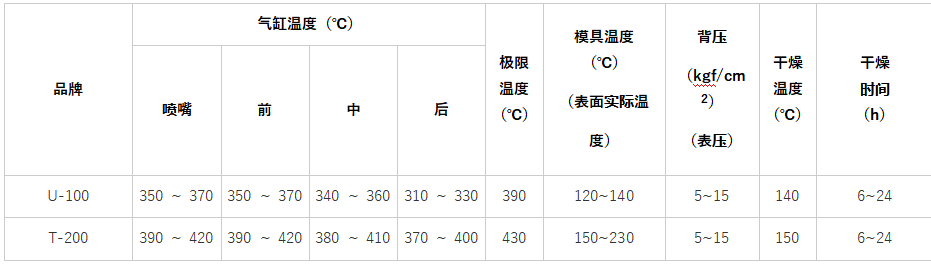
• 在上述的气缸温度中,材料的流动性存在问题时,可以通过将温度上升到极限温度,大幅度改善流动性。
• 螺旋背压具有改善混合、排压的效果,因此请务必设定。
• 使用热风循环式棚型干燥机时,请将颗粒的积层设定在3cm以下,并在上述条件下进行干燥。
• 如果干燥机是除湿型、减压型及真空型,就能够更高效地进行干燥。
• 关于吸水率,AX以外的系列必须设定在200ppm以下,AX系列必须设定在2000ppm以下。
• 注塑时,请通过送料斗干燥机干燥注塑机上的送料斗等方法,加热送料斗,使颗粒处于干燥温度,避免被吸湿。
• 本树脂属于酯系树脂,因此如果树脂中存在过剩的水分,就会在热加工时产生加水分解反应,并降低树脂的分子量及注塑品的质量。请务必遵守干燥条件,同时注意注塑时的再吸湿情况。
• 当模具温度低时,会因锐棱部及电路开关部留下较大的残余变形而引起裂缝。关于模具温度,请通过模具表面的实际测量使其保持在上述标准条件中的温度。
• 关于注塑机,请选择1shot相当于气缸总容量30~70%的注塑机。
• 在注塑机内的滞留时间超过10分钟时,请进行充分的清洁后,重新进行注塑。有时可能会发生烫伤及银色等的外观不良。
• 当防锈剂及其它油粘附在模具时,容易发生裂缝,请予以注意。
• 在AX系列中,当注塑品表面发生模糊不清的情况时,请在注塑条件方面提高模具温度和气缸温度,并在模具方面采取充分的排气对策。
关于U聚合物的挤压注塑
关于筒管温度设定及树脂干燥,请参照上述事项。详细情况敬请咨询本公司营业部。
技术支持
在本公司的树脂技术中心,进行带入模具来注塑成型试制。
保有设备:日本製鋼所(JSW)製、带定量给料机的真空脱气装置「J Melter」
可能通过CAE树脂流动分析模具设计的提案。